
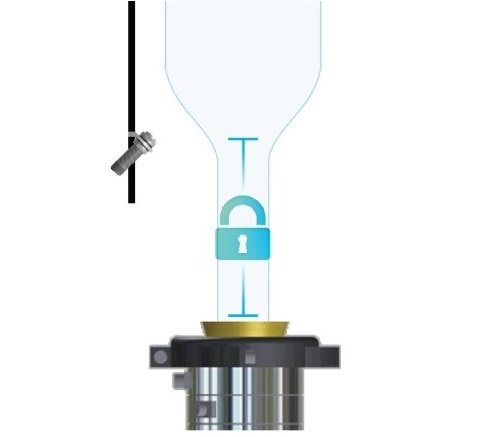
Automatic Valve Calibration (patented)
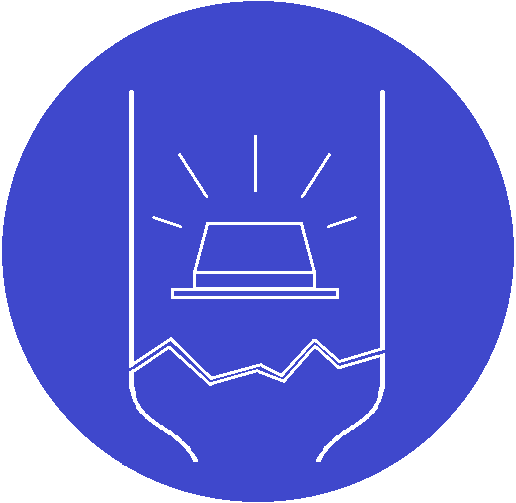
Bubble Break Detection / Extruder Stop

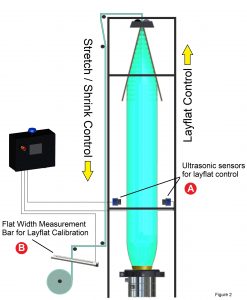
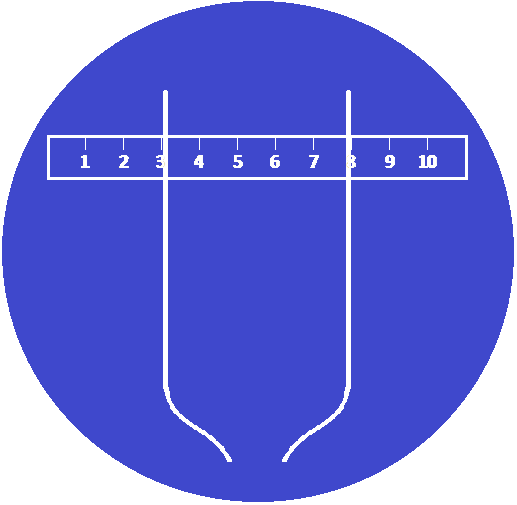
Automatic Layflat Calibration
Final roll width measured by a flat width bar at the winder is automatically calibrated to the IBC system. This accounts for film shrinkage and stretch as it makes its way down the tower. It adds to the precision, reliability and safety of the system (no more tape measure injuries)!
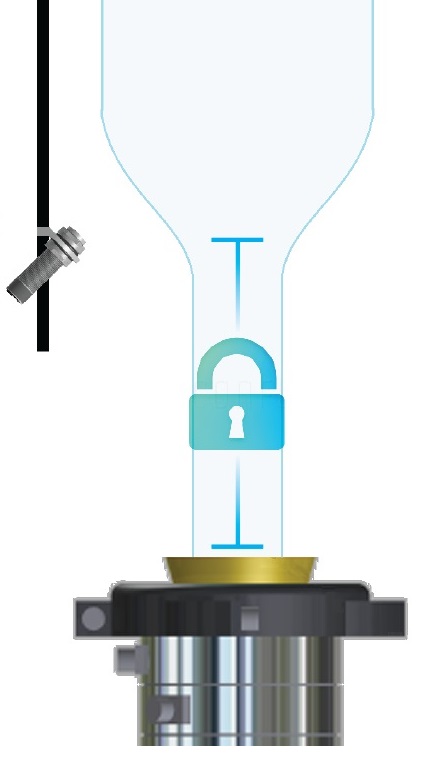
Neck Height Control
Ensures a consistent dart impact strength with this feature. A dedicated sensor measures the flare on high stalk bubbles while the system regulates air ring speed or temperature to ensure consistent neck height.

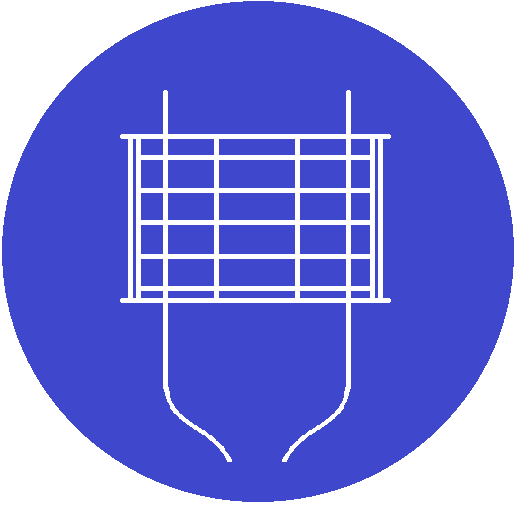
Cage Height Management
Allows users to preselect various cage height positions (per running conditions of various jobs or even for line maintenance). Then sends the cage to the predetermined height with the tap of a button.

Data Logger
Record and export IBC process data in .csv format via built-in FTP. By logging this data to a spreadsheet, or viewing via DRJ’s LogViewer program, users can track production and IBC process conditions to evaluate machine productivity, troubleshoot problems, validate SOP and supply customers with a second point of quality control.

WinViewer
Adds a second remote point of control for DRJ IBC Systems. Requires a PC based operation point, which then replicates the DRJ HMI controls for full remote capability.